








 Kit média
Kit média
Le soudage par point est une technique usuelle pour joindre deux pièces de métal entre elles. Ce procédé est souvent utilisé dans l’industrie automobile pour des pièces de carrosserie et des pièces de châssis.
Ces soudures sont réalisées à l’aide de deux électrodes en contact avec les pièces à joindre. Elles sont parcourues par un puissant signal électrique qui va faire fondre le métal. Celui-ci se solidifiera ensuite sous la forme d’un joint rond ressemblant à un beignet.
Si la soudure n’est pas bien faite, il se peut qu’il y ait un manque de fusion entre les deux pièces ou que la surface de soudure soit trop petite. Dans ces cas, elle ne sera pas assez résistante mécaniquement. Il est donc important de contrôler l’intégrité des soudures par point.
Ces types d’indications ne sont pas détectables par contrôle optique et les contrôles destructifs sont peu efficaces et limités à quelques pièces. Cependant avec le matériel et la technique adéquate, le contrôle non destructif par ultrasons est rapide et efficace.
Olympus recommande d’utiliser un EPOCH650 et une sonde haute fréquence.
L’EPOCH650 est conçu pour satisfaire aux exigences de la norme EN12668-1 et offre une gamme complète de caractéristiques de recherche de défauts en standard et en option. Un grand nombre d’outils de génération de rapports intégrés et un système complet de classement des données vous permettent de collecter très facilement des données d’inspection et de générer des rapports. Robuste et ergonomique, cet appareil peut être utilisé dans presque tous les environnements d’inspection. De plus, les capacités de son émetteur PerfectSquare™ et ses filtres numériques améliorent le rapport signal sur bruit et permettent de répondre à un grand nombre d’application.
Olympus propose un ensemble de sondes adaptées à cette application dont la fréquence varie de 10 à 20 MHz. Les sondes Olympus avec ligne à retard utilisent un guide d’onde en plastique permettant d’améliorer le couplage avec la pièce. Les sondes à immersion localisée, ou à colonne d’eau, sont composées d’une membrane en caoutchouc qui s’adapte à la forme de la soudure ce qui permet également d’améliorer le couplage et la résolution proche surface. Le diamètre de l’élément sensible de la sonde doit correspondre au diamètre de la soudure.
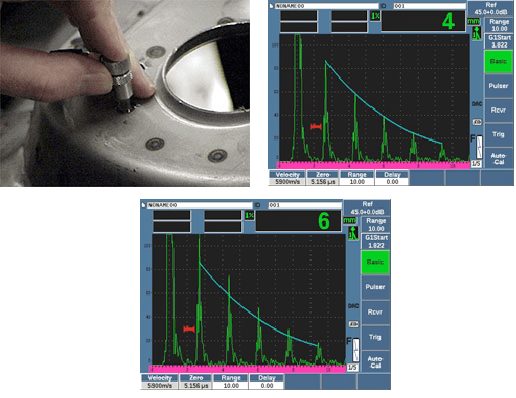
Ce matériel permet de générer de multiples répétitions d’échos de fond. Avec une soudure saine, l’espacement entre les échos est proportionnel à l’épaisseur de la soudure et la décroissance de l’amplitude des échos est liée à l’atténuation de la soudure.
Il faut utiliser une série d’atténuation d’échos types correspondant à une soudure saine. Il est utile de réaliser une courbe DAC afin de l’utiliser comme référence.
S’il n’y a pas de fusion ou un manque de fusion entre les deux pièces, alors les échos successifs seront rapprochés entre eux et auront des plus grandes amplitudes.
Dans le cas d’une soudure dont le diamètre est trop petit, une partie des ultrasons sera réfléchi par l’épaisseur totale des deux pièces et une partie sera réfléchie par la soudure. Il apparait alors des petits échos entre les échos liés à la soudure.
Enfin, si la température de soudage n’est pas assez haute, la soudure n’est pas complétement formée et les échos de fond seront moins atténués. Cette indication se remarquera par le fait que les multiples échos auront une amplitude supérieur à la courbe DAC. En effet, si la soudure est totalement formée, la structure de ses grains va diffuser le signal ultrasonore et les échos réfléchis seront plus faibles.
Ainsi, à l’aide d’un EPOCH650 et de sondes adéquates, Olympus propose une solution simple, fiable et portative pour le contrôle de soudure par point.
En savoir plus : www.olympus-ims.com






