








 Kit média
Kit média
Les axes d’essieu sont contrôlés en maintenance dans le but de déceler tout défaut de fissuration par fatigue qui pourrait apparaître dû aux sollicitations du service. Inaccessibles pour un contrôle par magnétoscopie, ces axes sont inspectés par des techniques ultrasons conventionnels par contact, avec l’emploi de traducteurs dit « mono-élément ». « Lorsque la partie à contrôler est cachée ou inaccessible, nous utilisons des ultrasons, une méthode volumique, pour la recherche de défauts surfaciques par une méthode volumique, s’amuse Bastien Richard, responsable du centre de compétences END de l’agence d’essai ferroviaire (AEF) de la SNCF. Mais, bien que performantes, ces méthodes utilisées depuis plus de 40 ans présentent certains inconvénients. Par exemple, cela nécessite autant de vérifications du matériel que de traducteurs (un axe moteur TGV peut utiliser jusqu’à 4 ou 5 traducteurs qui doivent être contrôlés au préalable). Par ailleurs, le signal A-scan obtenu est un visuel opérateur réservé aux initiés et les experts en organes de roulement qui ne pratiquent pas les ultrasons ne comprennent pas forcément leurs collègues. Outre le temps de contrôle important et la forte attention de l’opérateur nécessaire, le contrôle ne peut être enregistré. D’où le besoin, pour la maintenance ferroviaire, d’évoluer vers des contrôles innovants avec l’emploi de la technique multiélément. »
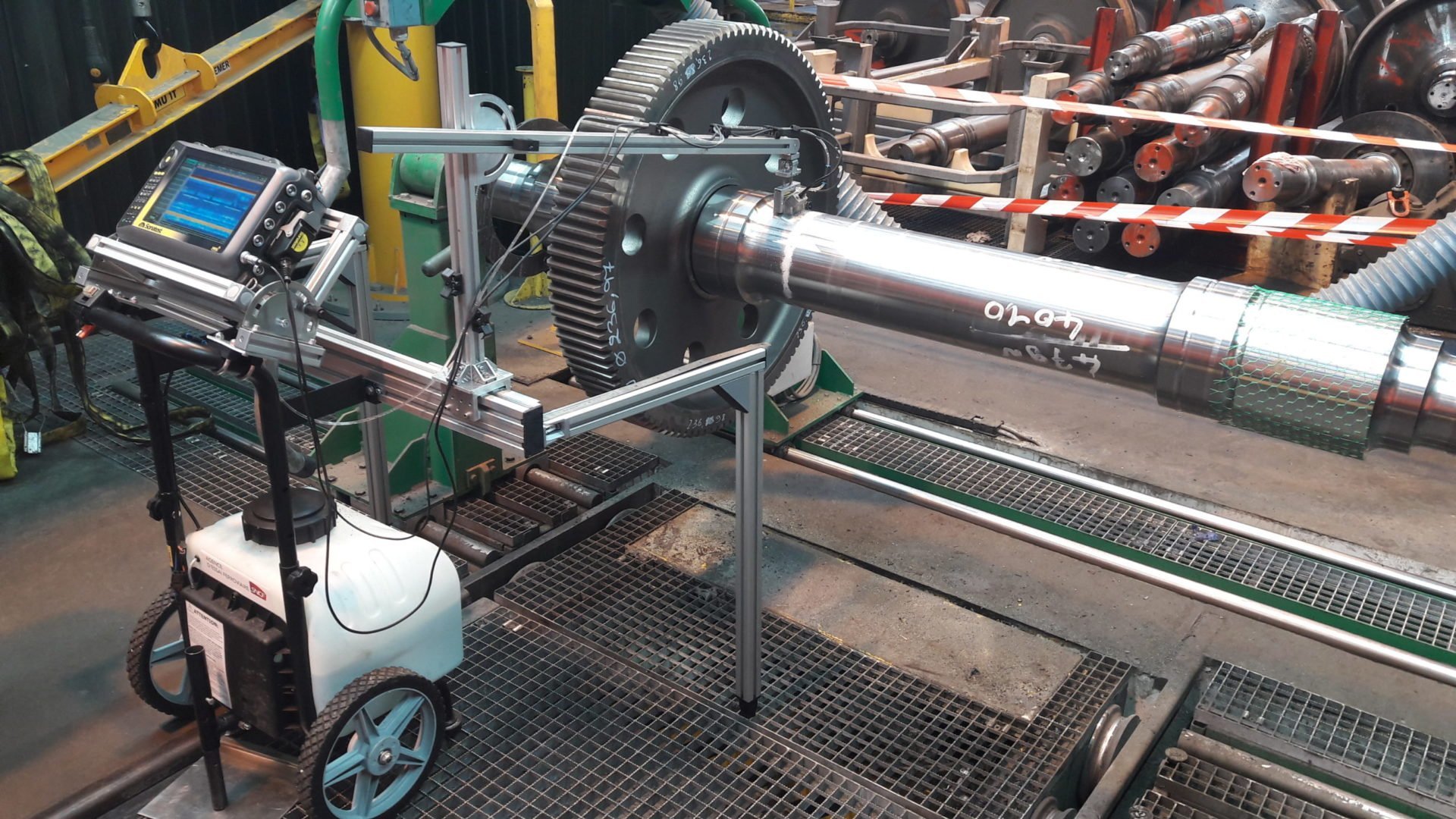
L’AEF a ainsi développé le Sumax (pour “Scanner Ultrasons Multiéléments AXe”). L’équipement est composé d’un appareil à ultrasons multiéléments, d’une sonde, d’un bras mécanisé porte-sonde et d’un chariot équipé d’une centrale d’irrigation pour le couplage. Le principe de contrôle consiste à balayer de manière électronique, en une position fixe du – seul – traducteur ultrasons, toute la largeur de la zone à contrôler avec un faisceau d’angles variables. Le contrôle de la zone à examiner est alors réalisé en une seule révolution de l’axe. En un point de la circonférence de l’axe, quelque 135 tirs ultrasonores permettent de balayer toute la zone à contrôler. Après le balayage circonférentiel de 360° et une acquisition tous les 3 mm, la cartographie de contrôle est générée à partir de la mémorisation de plus de 30 000 signaux de base ultrasons de type A-scan.
Cette nouvelle solution technique présente des avantages significatifs, en particulier une réduction notable du temps global d’opération (divisé au moins par deux) et une amélioration de la qualité de l’inspection grâce à l’ensemble des données ultrasons enregistrées et aux cartographies générées. Aussi, la probabilité de détection des défauts est plus grande grâce à la cartographie complète de la zone à contrôler. Par ailleurs, les performances du contrôle et la conformité de l’examen sont désormais démontrables a posteriori. Et plus besoin de consommables de type couplant ultrasons à base de graisse ou de gel. L’eau est utilisée comme agent de couplage ce qui procure un gain économique et environnemental.
La robotisation du contrôle est également une innovation importante au sein du process de maintenance des essieux. Si, sur le démonstrateur, une perche permet à l’opérateur de ne plus tenir la sonde, un robot 5 axes sera bientôt intégré au dispositif. L’objectif : libérer les mains de l’opérateur qui peut ainsi se recentrer sur son cœur de métier : l’interprétation des signaux ultrasons.

Trois questions à Bastien Richard, responsable du centre de compétences END de l’agence d’essai ferroviaire (AEF) de la SNCF.
Comment se déroule le contrôle d’un axe d’essieux en maintenance ?
Les parties accessibles de l’axe sont contrôlées par un contrôle magnétoscopique. Les parties cachées par des éléments de calage tels que les roues, les disques ou les ponts moteurs sont contrôlées par ultrasons. Ce contrôle par ultrasons permet d’éviter des opérations de démontage des roues coûteuses et risquées, et qui peuvent endommager les éléments concernés.
Pour quelles raisons avoir opté pour une technologie à ultrasons multiéléments pour le contrôle ?
Notre enjeu est d’intégrer pleinement les avancées technologiques industrielles et moderniser les pratiques de contrôle actuelles pour une meilleure productivité et de meilleurs contrôles. Pour moi la technologie à ultrasons multiéléments – aujourd’hui généralisée dans le contrôle de soudures – est une fusée à trois étages. C’est d’abord une partie matériel avec une sonde composée de plusieurs éléments. Ensuite, le deuxième étage de la fusée, c’est une partie traitement du signal avec une électronique puissante qui va permettre de piloter ces éléments et de collecter un grand nombre de données. Enfin, le troisième étage de la fusée est une couche logicielle considérée comme une étape de synthèse et de simplification de toutes les données nombreuses et complexes recueillies. C’est du traitement d’images qui permet à l’opérateur d’obtenir un visuel indiquant de manière binaire si la pièce contrôlée est conforme ou pas. C’est donc une technique qui offre de nombreux avantages.
Quelles sont les échéances pour la mise en place de cette nouvelle solution ?
Les ultrasons conventionnels mis en place depuis plus de 40 ans sont bien installés et la documentation est dense. Cela va nécessiter encore du temps pour basculer d’une méthodologie à l’autre. Toutefois, une première étape devrait être mise en place d’ici à la fin de l’année 2022. Une série test sera réalisée avant la mise en production du dispositif. Nous tiendrons compte des différents retours d’expérience pour améliorer la solution. La partie matérielle n’est pas la plus compliquée à implémenter. Il faut valider tout le process avec un dossier de performance complet pour des procédures qui s’adressent plutôt à des opérateurs ultrasons de niveau 1 CFCM (maintenance ferroviaire).







