








 Media kit
Media kit
Spot welding is a common technique for joining two metal parts together. This process is often used in the automotive industry for bodywork and chassis parts.
These welds are made using two electrodes in contact with the parts to be joined. A powerful electrical signal passes through them, melting the metal. The metal then solidifies into a round, doughnut-like joint.
If the weld is not well made, there may be a lack of fusion between the two parts, or the weld surface may be too small. In these cases, the weld will not be mechanically strong enough. It is therefore important to check the integrity of the welds at each point.
These types of indications cannot be detected by optical inspection, and destructive testing is not very effective and is limited to a few parts. However, with the right equipment and technique, ultrasonic non-destructive testing is fast and effective.
Olympus recommends using an EPOCH650 and a high-frequency probe.
The EPOCH650 is designed to meet the requirements of EN12668-1, and offers a full range of standard and optional fault-finding features. A wide range of integrated reporting tools and a comprehensive data filing system make it easy to collect inspection data and generate reports. Robust and ergonomic, this device can be used in almost any inspection environment. What's more, the capabilities of its PerfectSquare™ transmitter and digital filters improve the signal-to-noise ratio and make it suitable for a wide range of applications.
Olympus offers a range of probes for this application, with frequencies from 10 to 20 MHz. Olympus probes with delay line use a plastic waveguide to improve coupling with the workpiece. Localized immersion probes, or water column probes, feature a rubber membrane that adapts to the shape of the weld, also improving coupling and near-surface resolution. The diameter of the probe's sensitive element must match the diameter of the weld.
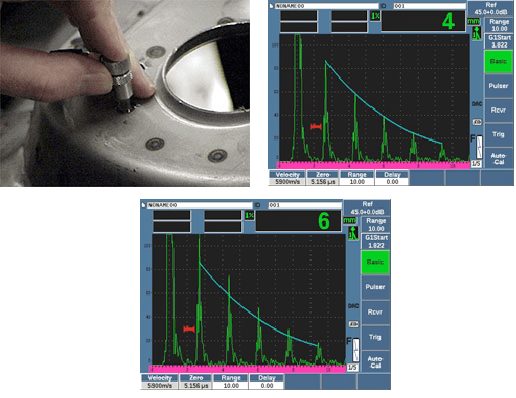
This equipment can generate multiple repetitions of background echoes. With a sound weld, the spacing between echoes is proportional to the thickness of the weld, and the decrease in echo amplitude is related to the attenuation of the weld.
Use a series of typical echo attenuations corresponding to a healthy weld. It is useful to make a DAC curve to use as a reference.
If there is no fusion or a lack of fusion between the two parts, then successive echoes will be closer together and have greater amplitudes.
In the case of a weld whose diameter is too small, part of the ultrasound will be reflected by the total thickness of the two parts, and part will be reflected by the weld. This creates small echoes between the weld echoes.
Finally, if the welding temperature is not high enough, the weld is not completely formed and the background echoes will be less attenuated. This is indicated by the fact that the multiple echoes will have an amplitude greater than the DAC curve. In fact, if the weld is fully formed, its grain structure will diffuse the ultrasonic signal and the reflected echoes will be weaker.
With an EPOCH650 and suitable probes, Olympus offers a simple, reliable and portable solution for spot welding inspection.
Learn more: www.olympus-ims.com






