








 Media kit
Media kit
At the beginning of the year, CFM organized a remote technical day on dimensional metrology tools, giving the floor to various metrology experts. Among these experts was Salma El Asmai, a design and services engineer at Cetim (Centre technique des industries mécaniques). Salma El Asmai provided an overview of the different measurement systems, with a presentation focusing on "manual" dimensional metrology, three-dimensional contact metrology and optical three-dimensional metrology. Read the report.
According to Salma El Asmai, the need to quantify lengths and distances dates back to the very beginnings of civilization. Initially, units of measurement were not precise (inches, arms, etc.). The 18th century saw a growing concern to standardize units of measurement, with the birth of the metre in 1795 (the definition of the metre was revised in 2019, and is now based on the speed of light, which is a constant).
Palmer's system is the first known metrology instrument (1848), still in use today (micrometer, caliper): the measurement is one-dimensional, and the measurand is evaluated directly from the measurement.
CMMs came into use in the 1960s, and portable machines (measuring arms) in the 1980s. The measurand is not evaluated directly from the measurements, and calculation software is needed to interpret the data. The advantage: low uncertainty (in the micron range), but only one x, y, z configuration possible, and the part has to be moved to the measuring machine (hence the design of measuring arms, as well as hand-held probes based on stereovision).
Optical three-dimensional metrology can be based on photogrammetry (Arago, 1840; today, high resolution, micron-level accuracy, but low data acquisition rate; increasingly used for measuring large parts and by drone). Interferometry (Michelson, 1887; high precision on micro ranges, limited in industrial environments) is also used.
Laser trackers, which first appeared in 1985, can now be used to measure large parts with low uncertainties (although they compete with photogrammetry), and are used to calibrate and guide industrial robots.
Salma El Asmai then spoke in detail about 3D scanner technology based on laser triangulation: scanners mounted on measuring arms (for measuring parts that cannot exceed a certain size), environmental scanners for surveying, optical 3D machines with stereovision for large parts, and portable optical 3D machines, which are increasingly being marketed, enabling parts to be scanned by locating targets.
Laser triangulation technology offers a high data acquisition rate and is easy to use, especially on site. Weak points: no high accuracies, limited measurement volume, hard-to-reach parts cannot be scanned.
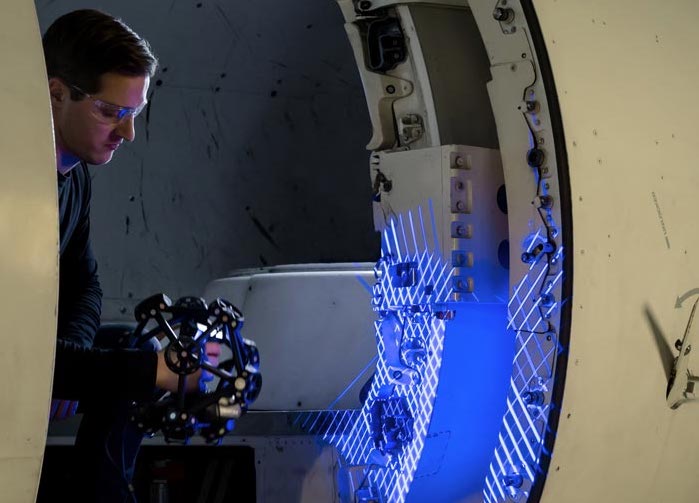
Technology based on structured light (fringe projection) enables parts of any size to be scanned (via bonding pads) placed on a platen, and is suitable for different part geometries, even those difficult to access. Among the advantages of this technology: low measurement uncertainties, but an installation based on structured light that is difficult to move on site. However, Salma El Asmai pointed out that there are also small machines which, although initially dedicated to 3D printing, offer low measurement uncertainty despite the low cost of the equipment.
The engineer ended her presentation by mentioning X-ray tomography, used in metrology but mainly for NDT and internal material characterization. Adapted to the analysis of internal parts, this technology is nonetheless data-intensive, requires expertise to use and is limited by material density.
Yaël Landau
Photo credit:
Creaform/Ametek







