








 Media kit
Media kit
Axle shafts are inspected during maintenance to detect any fatigue cracking that may occur as a result of service stresses. Inaccessible to magnetic particle inspection, these axles are inspected by conventional contact ultrasonic techniques, using so-called "single-element" transducers. When the part to be inspected is hidden or inaccessible, we use ultrasound, a volumetric method, to search for surface defects using a volumetric method," laughs Bastien Richard, head of the NDT skills center at SNCF's agence d'essai ferroviaire (AEF). But, although effective, these methods, which have been used for over 40 years, have certain drawbacks. For example, they require as many equipment checks as translators (a TGV drive axle can use up to 4 or 5 translators, which have to be checked beforehand). What's more, the A-scan signal obtained is a visual operator reserved for the initiated, and bearing experts who don't use ultrasound don't necessarily understand their colleagues. In addition to the long inspection time and the high level of operator attention required, the inspection cannot be recorded. Hence the need for railway maintenance to move towards innovative testing using multi-element technology.
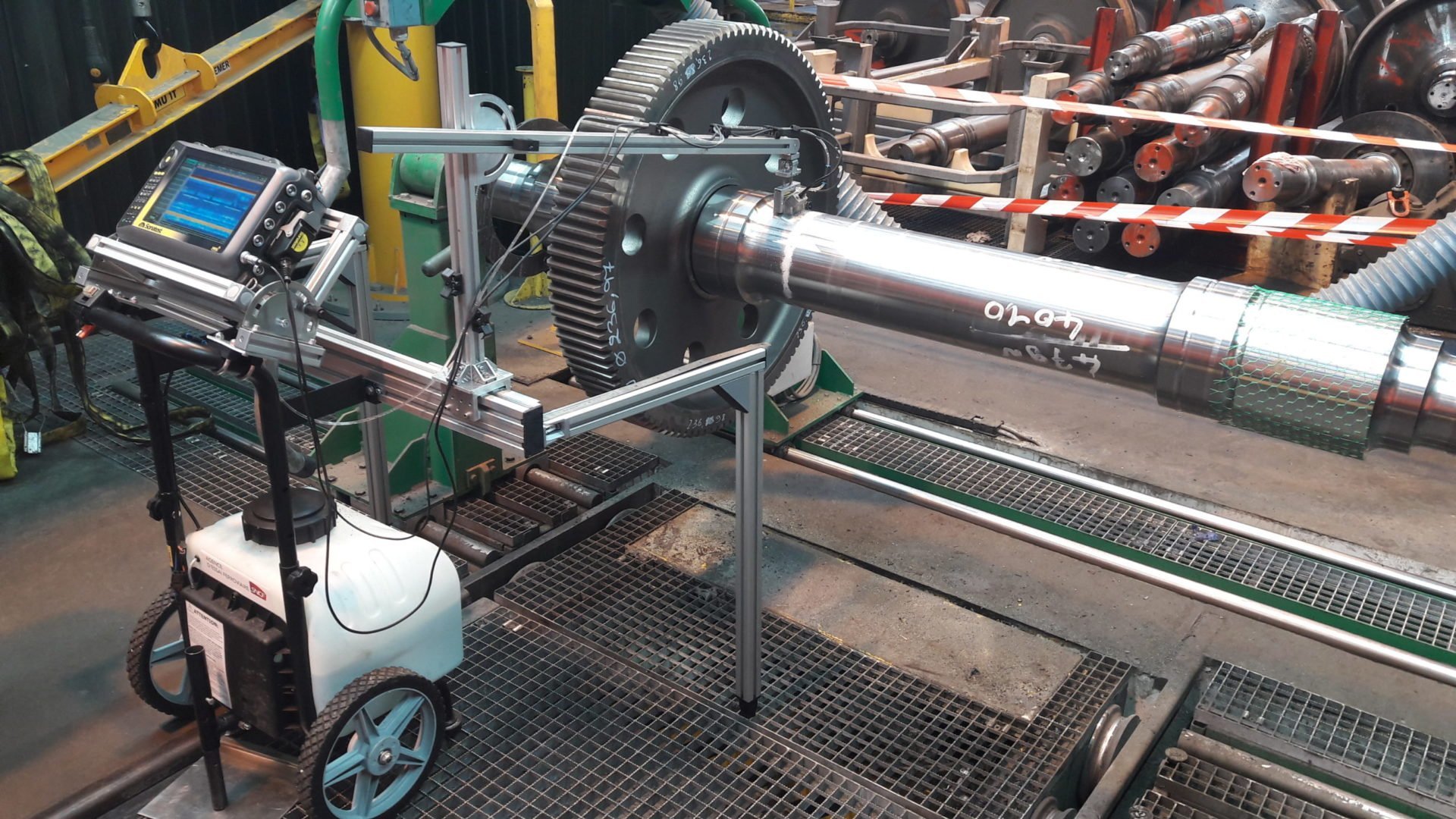
AEF has developed the Sumax (for "Scanner Ultrasons Multiéléments AXe"). The equipment consists of a multi-element ultrasonic device, a probe, a mechanized probe arm and a cart equipped with an irrigation unit for coupling. The inspection principle consists in electronically scanning the entire width of the area to be inspected, at a fixed position of the ultrasonic transducer alone, with a beam of variable angles. The area to be examined is then inspected in a single revolution of the axis. At one point on the circumference of the axis, some 135 ultrasonic shots scan the entire area to be inspected. After the 360° circumferential scan and an acquisition every 3 mm, the inspection map is generated by storing over 30,000 A-scan ultrasonic base signals.
This new technical solution offers significant advantages, in particular a significant reduction in overall operating time (at least halved) and an improvement in inspection quality thanks to all ultrasonic data recorded and mappings generated. In addition, the probability of defect detection is increased thanks to the complete mapping of the area to be inspected. What's more, inspection performance and conformity can now be demonstrated a posteriori. And there's no longer any need for consumables such as grease- or gel-based ultrasonic couplers. Water is used as the coupling agent, providing both economic and environmental benefits.
The robotization of inspection is also an important innovation in the axle maintenance process. On the demonstrator, the operator no longer holds the probe by means of a pole, but a 5-axis robot will soon be integrated into the system. The aim is to free up the operator's hands, enabling him to concentrate on his core business: interpreting ultrasound signals.

Three questions for Bastien Richard, head of the NDT skills center at SNCF's rail testing agency (AEF).
How are axle shafts inspected during maintenance?
Accessible parts of the axle are checked by magnetic particle inspection. Parts concealed by shimming elements such as wheels, disks or drive axles are ultrasonically inspected. Ultrasonic testing avoids costly and risky wheel disassembly operations, which can damage the components concerned.
Why opt for multi-element ultrasonic technology for inspection?
Our challenge is to fully integrate industrial technological advances and modernize current inspection practices for greater productivity and better inspection. In my view, multi-element ultrasonic technology - now widely used in weld inspection - is a three-stage rocket. First, there's the hardware part, with a multi-element probe. Then, the second stage of the rocket is the signal processing part, with powerful electronics to drive these elements and collect a large amount of data. Finally, the third stage of the rocket is a software layer, considered as a stage of synthesis and simplification of all the numerous and complex data collected. This is image processing, which enables the operator to obtain a binary visual indication of whether or not the inspected part conforms. It's a technique with many advantages.
What are the deadlines for implementing this new solution?
Conventional ultrasound, which has been in use for over 40 years, is well established and well documented. It will take some time to switch from one methodology to another. However, a first step should be in place by the end of 2022. A series of tests will be carried out before the system goes into production. We will take into account the various feedbacks to improve the solution. The hardware part is not the most complicated to implement. We need to validate the whole process with a complete performance file for procedures that are intended for level 1 CFCM ultrasound operators (railway maintenance).







